TÜBİTAK UME Boyutsal Laboratuvarı’nın çalışma alanları, uzunluk ölçüsü metre ile ilgilidir. Metre SI birimi olup, 1983 yılında ışığın vakum ortamda 1/299 792 458 saniyede aldığı mesafe olarak yeniden tanımlanmıştır. Bu birim, UME Zaman-Frekans ve Dalgaboyu Laboratuvarı’nda bulunan stabilize lazerler tarafından elde edilir ve izlenebilirlik, Boyutsal Laboratuvar’ında ölçüm amacıyla kullanılan ve “metre” biriminin endüstriye aktarılmasını sağlayan lazerlerin bu stabilize lazerle karşılaştırılması ile gerçekleştirilir. Boyutsal Laboratuvarları şu an mühendislik ve boyutsal metrolojisi alanında aşağıda verilen 6 farklı çalışma alanına sahip laboratuvarda faaliyetlerini sürdürmektedir.
MASTAR BLOKLARI VE İNTERFEROMETRİK ÖLÇÜMLER LABORATUVARI
Malzemelerin boyutları, interferometrik ölçüm yöntemi kullanılarak, uluslararası kabul görmüş dalga boyu standartları ile karşılaştırılarak ölçülebilir. Bu şekilde, uluslararası kurumlarca tanımlandığı şekilde, uzunluk SI birimi Metre’ye direkt olarak bağlantı sağlanmış olur. İnterferometrik metot ile, ölçümü yapılacak nesnenin boyunca gönderilen lazerin dalga boyları, özel yöntemler ile sayılır, interpolasyonu yapılır ve onlarca metreden, nanometre boyutlarına kadar ölçme aralığında ölçüm gerçekleştirilmiş olur.
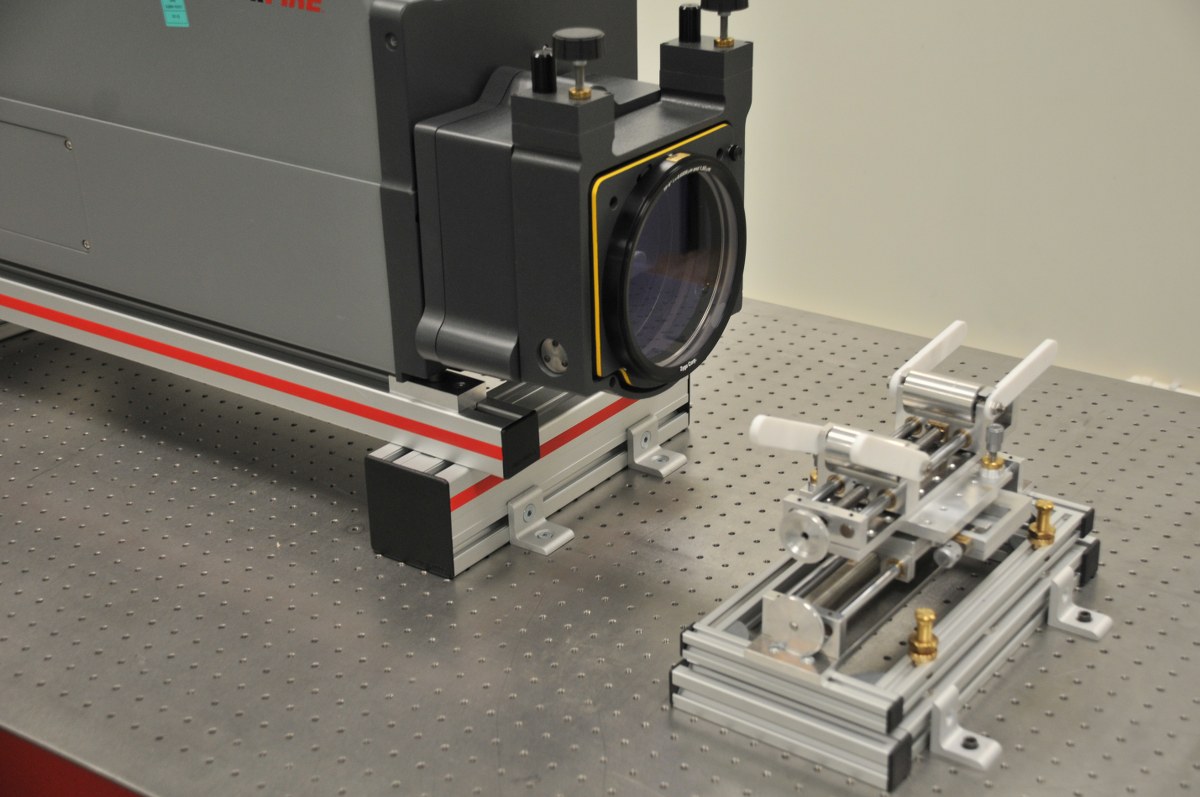
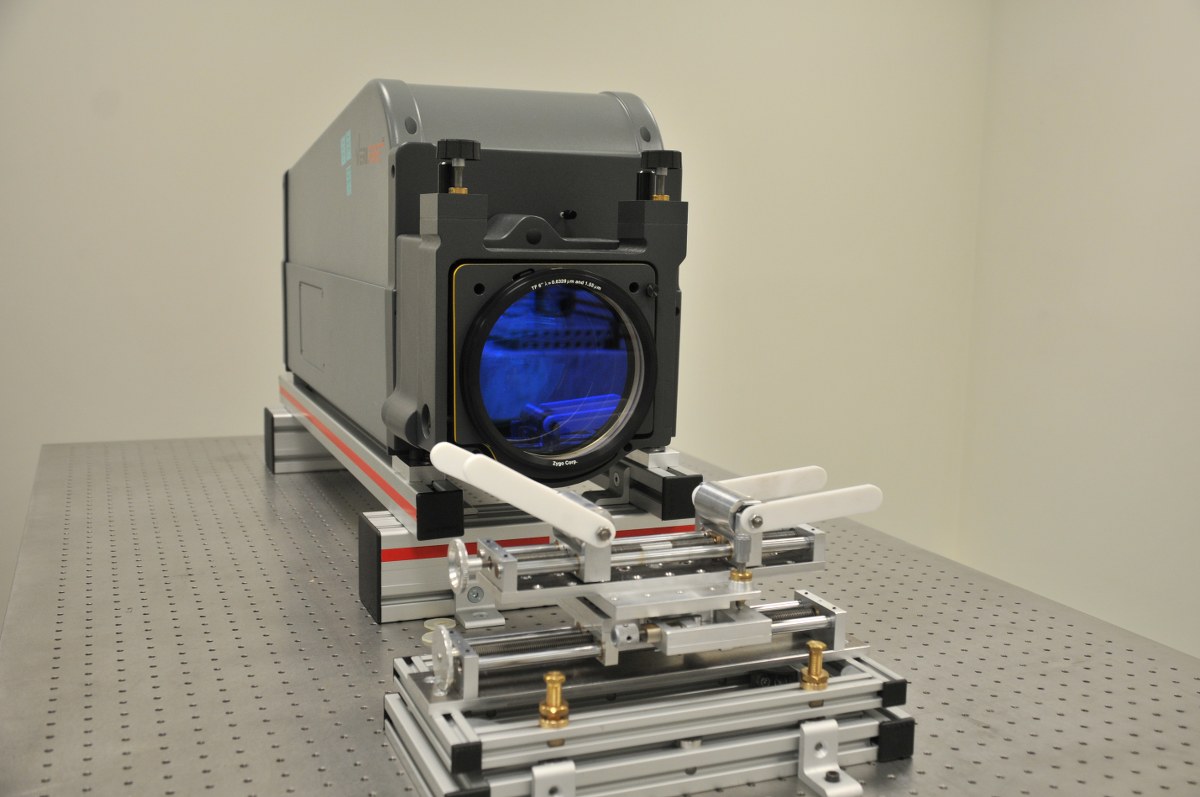
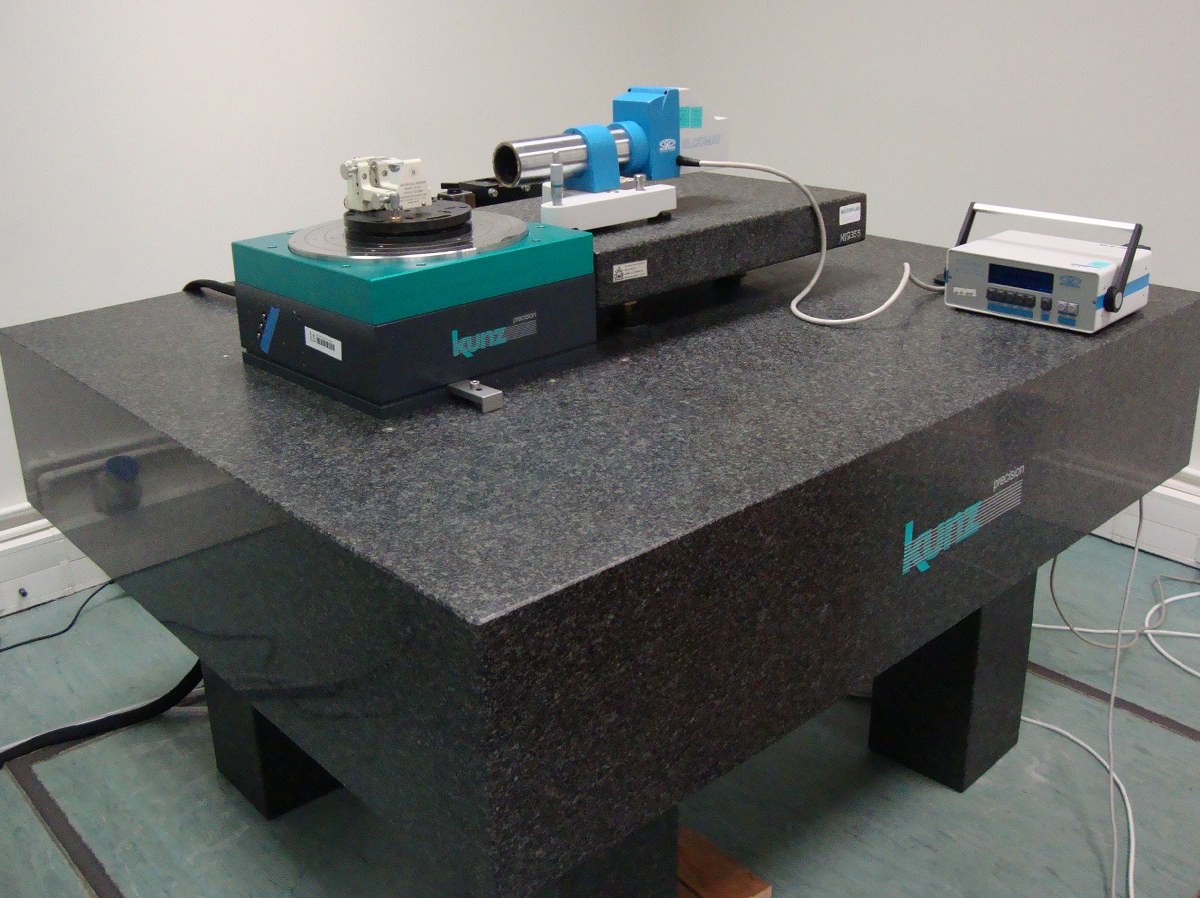
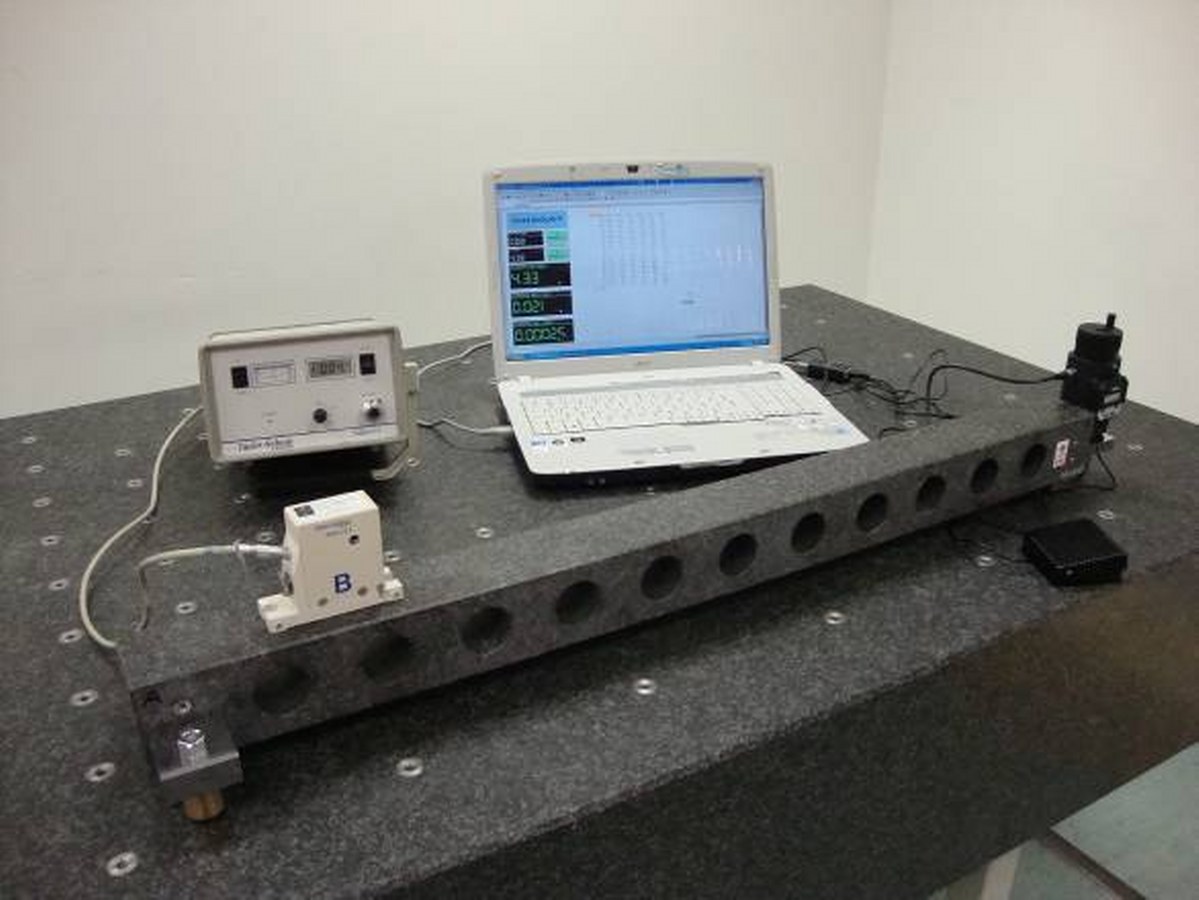
Yüksek sınıf değerlerine sahip mastar bloklarının kalibrasyonu interferometrik yöntem ile yapılmaktadır. 300 mm boya kadar olan mastar bloklarının kalibrasyonu, otomatik mastar bloğu interferometresinde, farklı dalga boyunda iki adet kararlı lazer ile karşılaştırılarak gerçekleştirilmektedir. 100mm ile 1000mm arasındaki mastar bloklarının kalibrasyonu, yüksek doğruluğa sahip uzun mastar bloğu komparatöründe yapıldığı gibi, Zaman-Frekans ve Dalgaboyu Laboratuvarı’nda UME yapımı Köster interferometresi ile de yapılabilmektedir. Ayrıca kısa mastar blok kalibrasyonları talep doğrultusunda interferometrik veya mekanik yöntem ile yapılmaktadır.
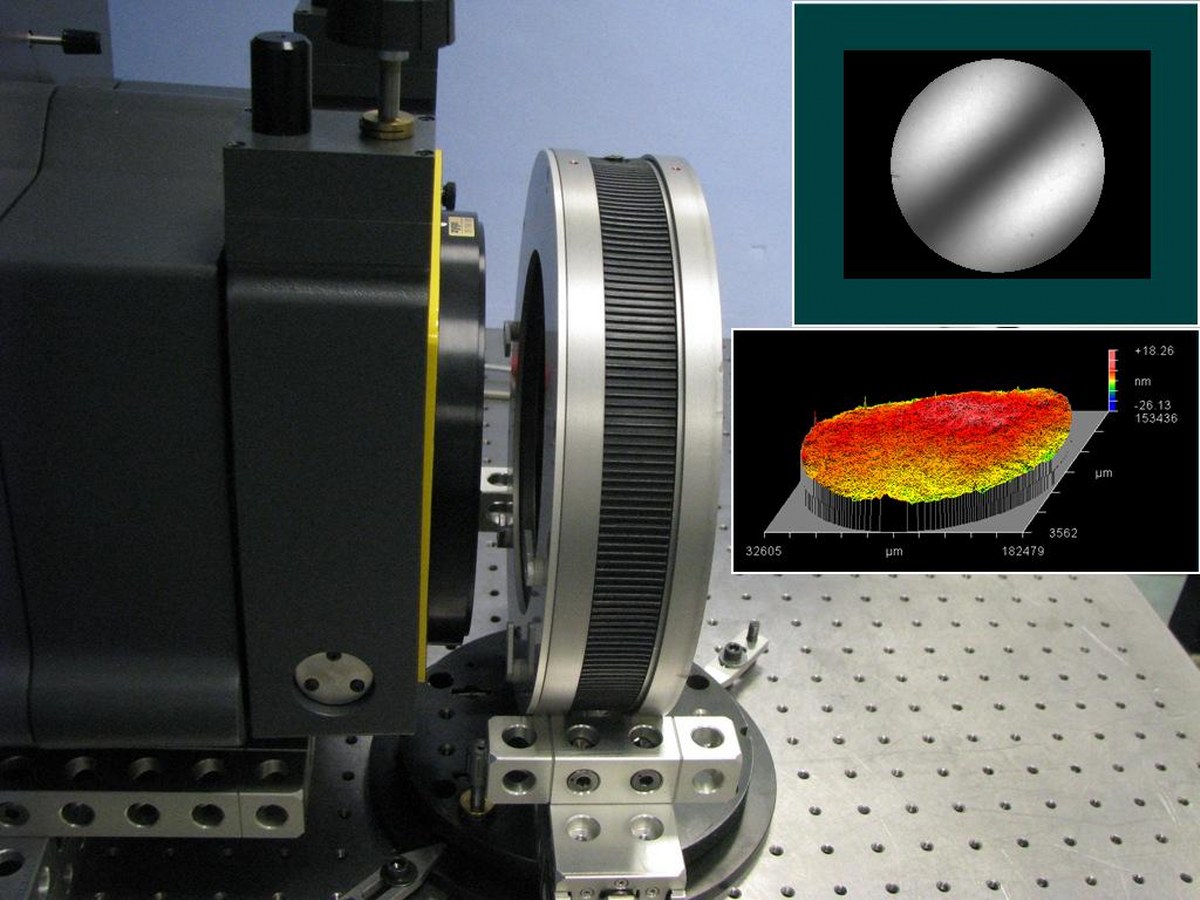
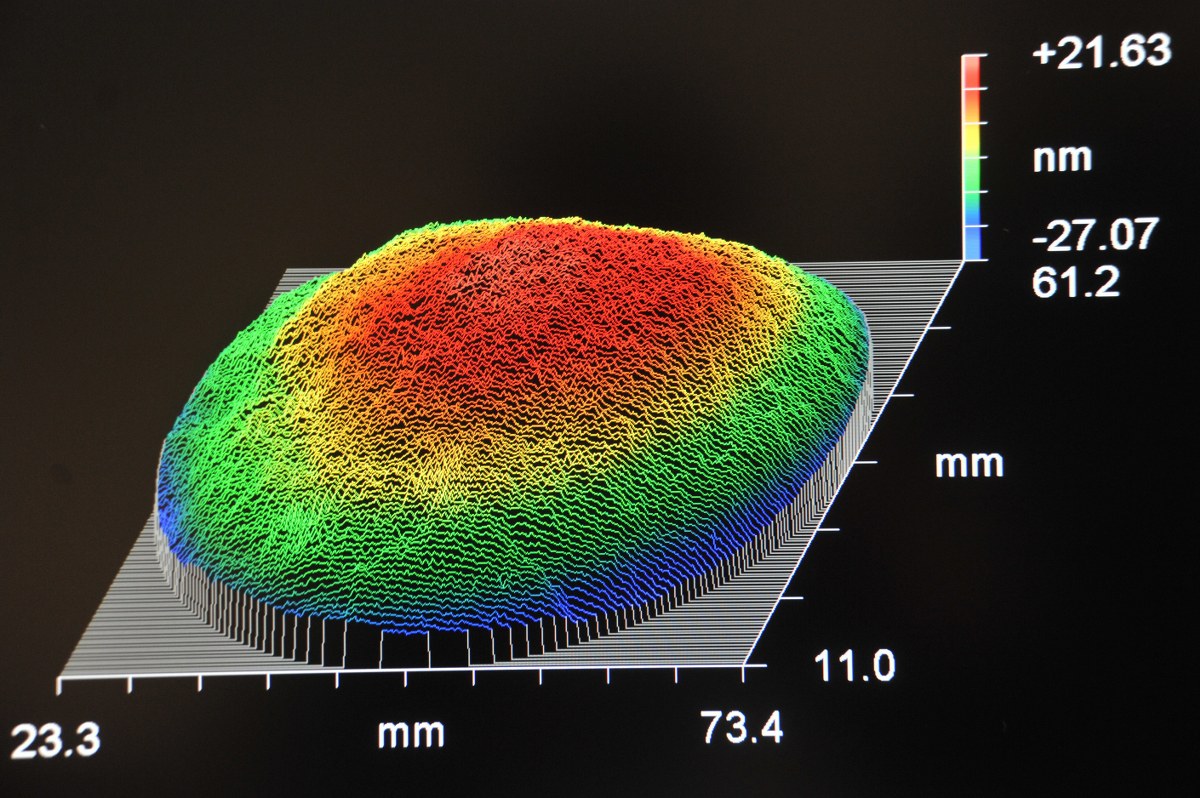
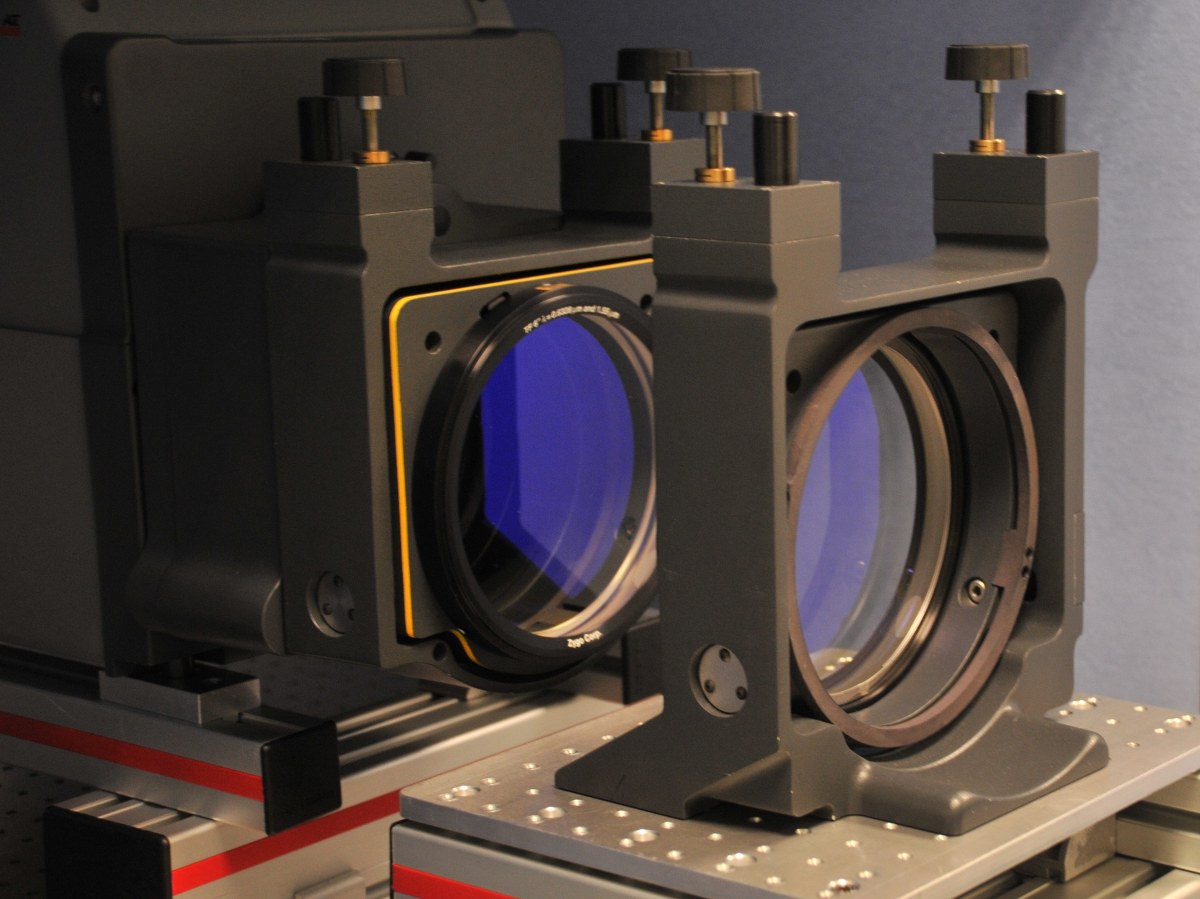
Optik yüzeylerin (optik flat, ayna, platen gibi) düzlemsellik ölçümleri ve retroreflektör kalibrasyonları Zygo Verifire İnterferometresi ile yapılmaktadır ve burada 150 mm’ye kadar çap değerine sahip parçaların yüzeyleri ölçülebilmektedir.
AÇI ÖLÇÜMLERİ LABORATUVARI
SI açı birimi “radyan”dır ve bir çemberde yarıçapa eşit yayın gördüğü açı olarak tanımlanmaktadır. Endüstride açı ölçümlerinde derece birimi (°) kullanılmaktadır. Bir tam dairenin (2 π radyan), 360 eşit parçaya bölünmesi ile derece birimi elde edilmektedir. Derece 60 eşit parçaya bölünerek dakika (') ve 3600 eşit parçaya bölünerek arc saniye birimi (") elde edilmektedir. Açı için temel birinci seviye (primer) bir standart mevcut değildir ve izlenebilirlik, dairenin (360 derecenin) kendi kendine kalibrasyon (self-calibration) tekniği kullanılarak eşit parçalara bölünmesi ile elde edilir.
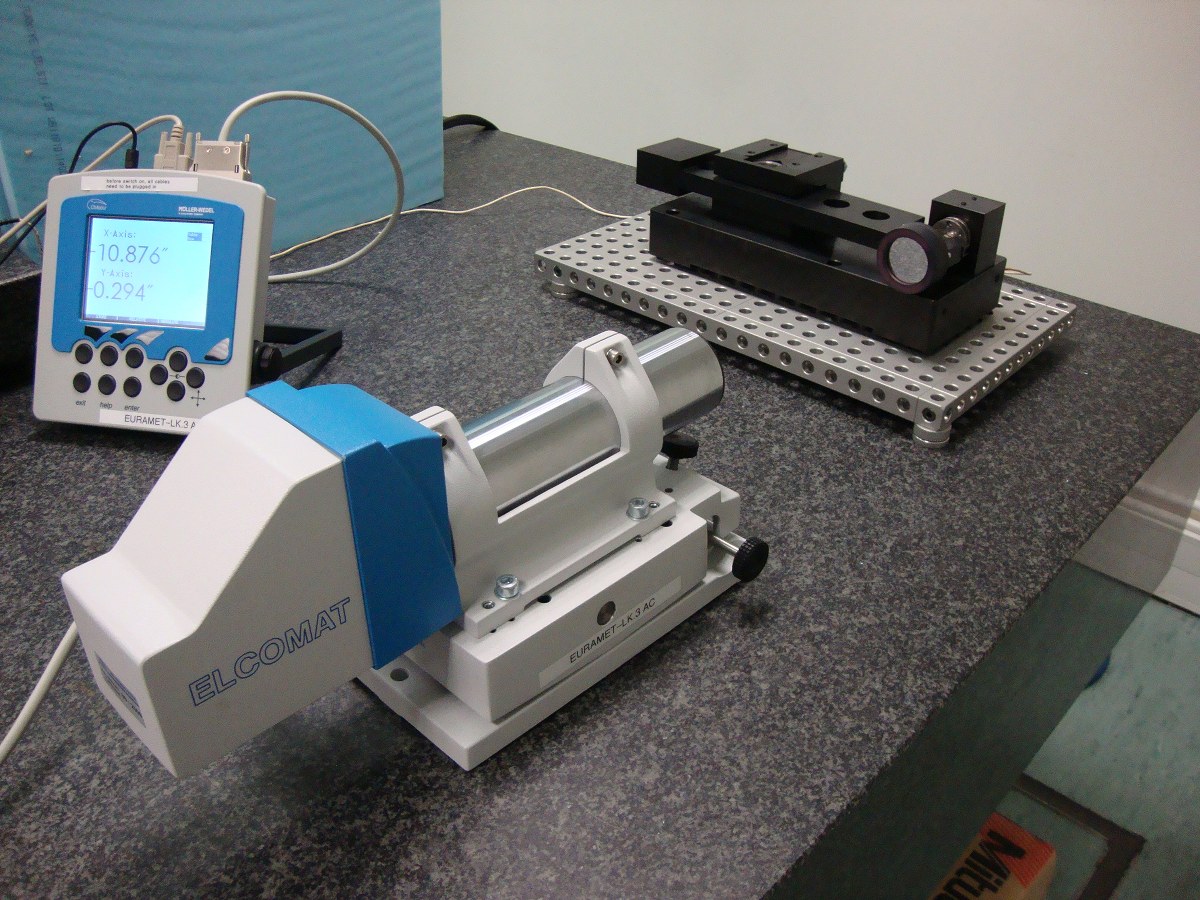
UME’de ulusal açı standardı, dairenin, Heidenhein ERP 880 enkoder (0,001” çözünürlükte) bağlanmış, hava yastıklı döner tabla kullanarak, hassas bir şekilde bölünmesi ile elde edilmektedir. Yüksek doğruluklu, çok küçük adımda açısal büyüklükler tablaya ait nano pozisyonlama mekanizmaları ile elde edilebilmektedir. Hassas açı standartlarının kalibrasyonu, döner tabla ile çözünürlüğü yüksek (0,005”) otokolimatör (Elcomat HR) kullanılarak gerçekleştirilir. Bu ekipmanlara ek olarak, Moore indeks tablalar, otokolimatörler, poygonlar, açı mastar blokları ve hassas düzeçler çeşitli açı ölçümleri için kullanılmaktadır.
Açı birimi, uzunluk biriminden de, trigonometrik hesaplamalardan yararlanılarak, elde edilebilir. Küçük açılar, sinüs çubuğu veya benzer tip ekipmanlar ile üretilmektedir ve düzeçlerin (su terazileri, elektronik düzeçler) kalibrasyonları gerçekleştirilmektedir. Boyutsal Laboratuvarlarında değişik boyut ve dizaynlarda, amaca göre küçük açı üreticileri geliştirilmiştir. Bu açı üreticileri, SI açı birimi radyanın 0,01” (50 nanoradyan) belirsizlikle elde edilişinde, düzeçlerin ve otokolimatörlerin kalibrasyonunda kullanılmaktadır.
YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMLERİ VE NANO METROLOJİ LABORATUVARI
Ürünlerin yüzey pürüzlülüğü, mekanik ve fiziksel özelliklerini önemli ölçüde etkilemektedir. İstenilen yüzey kalitesi, amaca uygun üretim yöntemlerini seçerek ve kontrol ederek elde edilebilir. Ürünlerde, sürtünme, aşınma, geçme, sızdırmazlık, yorulma, yapışma, optik yüzey, elektriksel ve termal kontak gibi arzu edilen fiziksel özellikler üretim yöntemi ile ayarlanabilir.
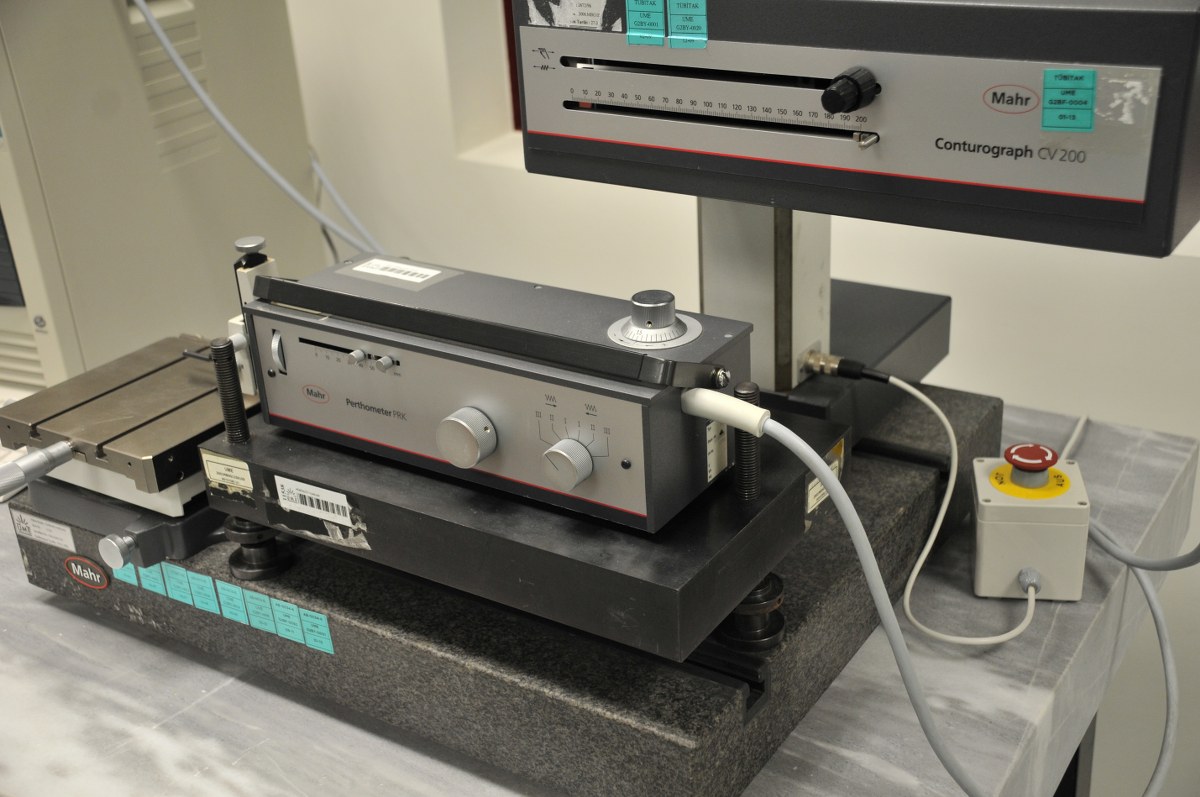
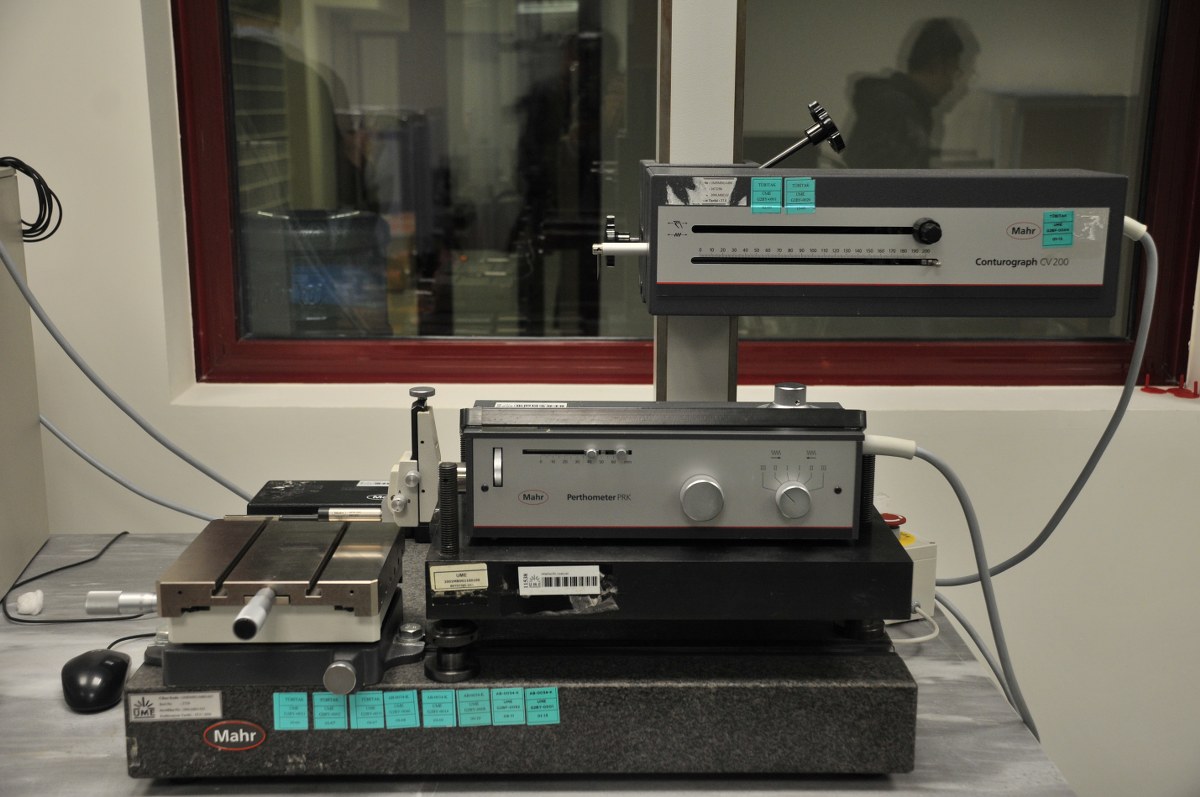
UME’de yüzey pürüzlülüğü ölçümleri iğne uçlu pürüzlülük ölçüm cihazı (Mahr MarSurf XCR-20) kullanılarak gerçekleştirilmektedir. Tüm yüzey pürüzlülüğü parametrelerinin (Ra, Rz, Rmax, Rq, vb.) ölçülmesinin yanında geometrik pürüzlülük standardı, (random) yüzey pürüzlülüğü standardı ve derinlik standartlarının kalibrasyonu ISO 4287 ve ISO 5436 standartları dikkate alınarak yapılmaktadır.
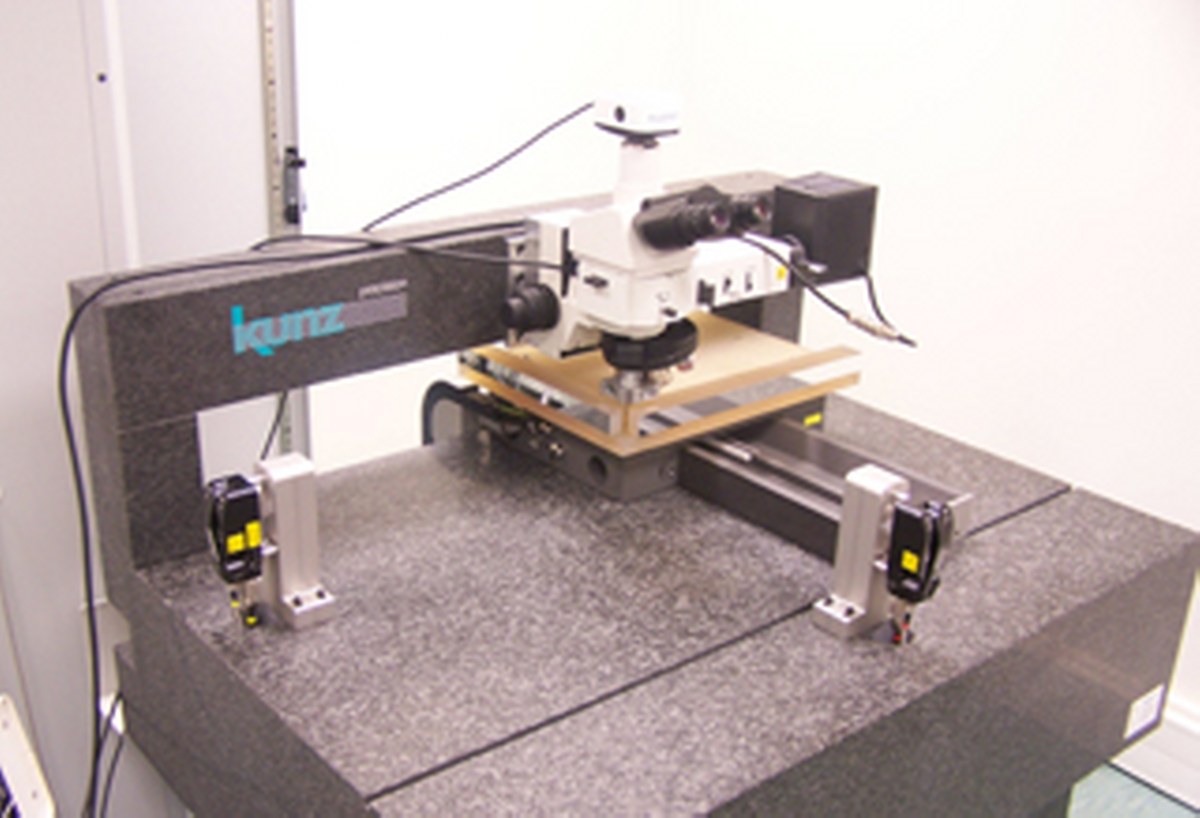
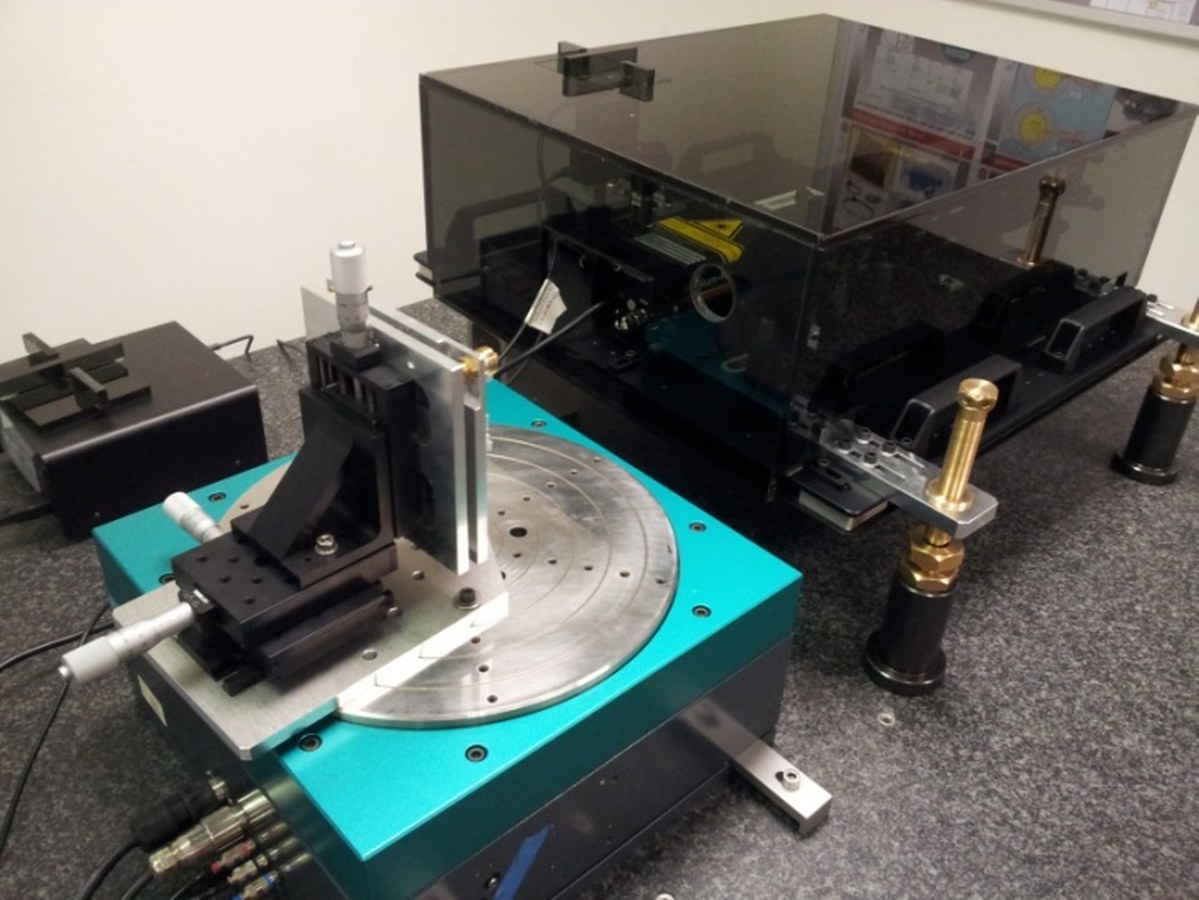
Nanosensörler, düz ayna veya diferansiyel interferometreler kullanılarak kalibre edilmektedir. Nanometroloji alanında, hassas mask ve hassas çizgi skalalı referansların ölçümlerini gerçekleştirmek amacıyla yürütülen çalışmalarımız bulunmaktadır. Bu ölçümler için Mask ölçme cihazı üzerinde optik görüntüleme yöntemleri kullanılmaktadır. Mask ölçme sistemi iki boyutta çok hassas hareket edebilen (300x400mm) hava yastıklı nano pozisyonlama ve kontrol sistemine sahiptir. Uzama katsayısı sıfır olan zerodur malzemeden imal edilmiş, üzerinde L şeklinde ayna bulunduran tablanın hareket miktarı diferansiyel interferometre ile 2 boyutta ve nanometre mertebesinde ölçülebilmektedir. Bu tabla üzerine yerleştirilecek standartlar, bir dijital kameralı mikroskop yardımı ile hedeflenerek, tablanın hassas hareketi sayesinde ölçülebilecektir.
Boyutsal nanometrolojisi alanında kullanılan cihazların kalibrasyonu ve izlenebilirliğinin sağlanması için transfer standardı olarak kullanılan optik ızgaraların (grating) izlenebilir şekilde kalibrasyonlarının yapılması gerekmektedir. Optik kırınım prensibi ve Littrow konfigurasyonuna dayanan adım standartları ölçümü için, UME referans açı enkoder sistemini kullanan laser difraktometre sistemi kullanılmaktadır.
GEOMETRİK STANDARTLAR VE FORM ÖLÇÜMLERİ LABORATUVARI
Birbirine montajı yapılan ürünlerin form özellikleri son derece önem teşkil etmektedir. Yüksek doğruluğa sahip standartların boyutsal doğruluğu, aynı zamanda form özelliklerine bağlı olduğu için de form ölçümleri önem taşımaktadır. Kısaca form hatası, ürünün şeklinin ilgili ideal geometrik şekilden (doğru, düzlem, çember, silindir…vs ) sapması olarak tanımlanmaktadır. Geometrik form matematiksel olarak ifade edilmektedir ve birincil seviye bir standart mevcut değildir. Bu sebeple, fiziksel bir referans standarda bağlı kalmaksızın, tekrarlanabilir bir şekilde geometrik form üretebilen ölçme sistemleri, yüksek doğruluklu form parametrelerinin ölçümleri için kullanılabilir. Hata ayırma teknikleri yardımı ile cihaza ait form hataları ölçüm sırasında tespit edilip ayrılarak sadece ölçülen yüzeye ait form hataları yüksek doğrulukla birincil seviyede tespit edilebilir.
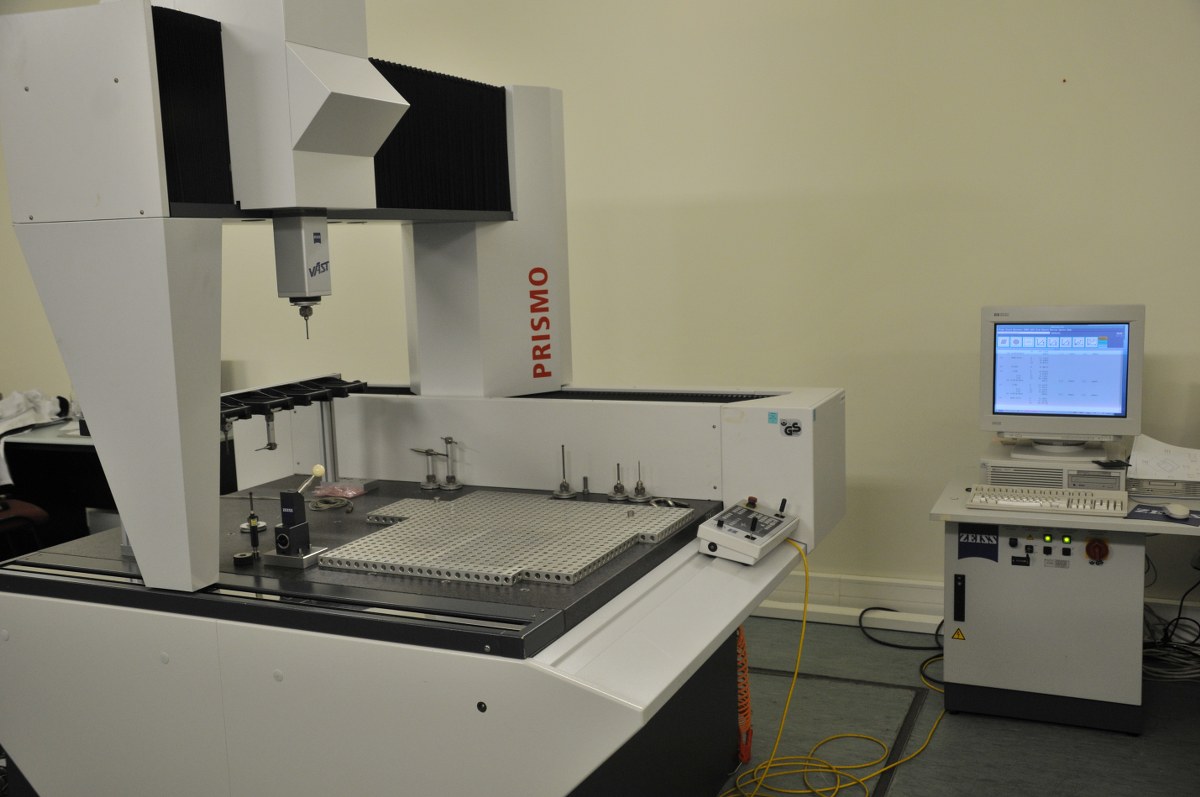
Doğrusallık ve diklik ölçümleri, CMM cihazı kullanılarak hata ayırma tekniği uygulamasıyla gerçekleştirilmektedir. CMM cihazı ile alınan veriler laboratuvar tarafından yazılan yazılıma aktarılarak, CMM hataları ayrıştırılmakta ve standarda ait diklik ve doğrusallık hataları tespit edilmektedir.
Optik yüzeylerin düzlemselliğini ölçmek için kullanılacak deflektometre cihazı yapımı devam etmektedir. Bu cihaz, 1m uzunluğunda hareket edebilen, hassas hava yastıklı ve kızaklı bir sistem kullanarak, otokolimatörle açı ölçümüne dayanan bir prensiple çalışmaktadır.
Pleytlerin düzlemsellik ölçümleri, elektronik seviye ölçerler ve bu cihazlar ile alınan verileri değerlendiren özel yazılımlarla gerçekleştirilmektedir.
Yuvarlaklık, doğrusallık, paralellik, silindiriklik vs… ölçümleri, Mahr MFU800 ve Mahr MMQ40 form ölçme cihazları kullanılarak gerçekleştirilmektedir. Yüksek doğruluklu ölçümler için hata ayırma metotları kullanılmaktadır.
Çap standartları ve diğer mastarlar laboratuvarımız tarafından modifiye edilmiş Mahr 828 CiM cihazı kullanılarak kalibre edilmektedir. Cihazımıza, sıcaklık kontrol kabini, sıcaklık ölçerler ve ölçümü kabin dışından gerçekleştirmeye imkan verecek uzaktan kontrol edilebilen motor mekanizmaları yerleştirilmiştir. 300 mm’ye kadar çap standartları kalibrasyonları, mastar yerine koyma metodu ile gerçekleştirilmektedir. Bu cihazımızla yapılan ölçümlerin belirsizliği 0,2 µm’nin altındadır.
3-BOYUTLU ÖLÇÜMLER (KOORDİNAT METROLOJİSİ) LABORATUVARI
Form ve boyut ölçümlerinin birleştirilmesi ile oluşan endüstriyel üretim talepleri nedeniyle koordinat metrolojisi daha önemli hale gelmiştir. Bu konudaki UME aktiviteleri; silindir standartların, konik mastarların, vida, konik vida, dişli çark mastarlarının ve özel mastarların kalibrasyonlarından, iş parçalarının ölçümlerinden ve konu ile ilgili araştırmalardan oluşmaktadır.
TOPOGRAFİK VE ENDÜSTRİYEL ÖLÇÜMLER LABORATUVARI
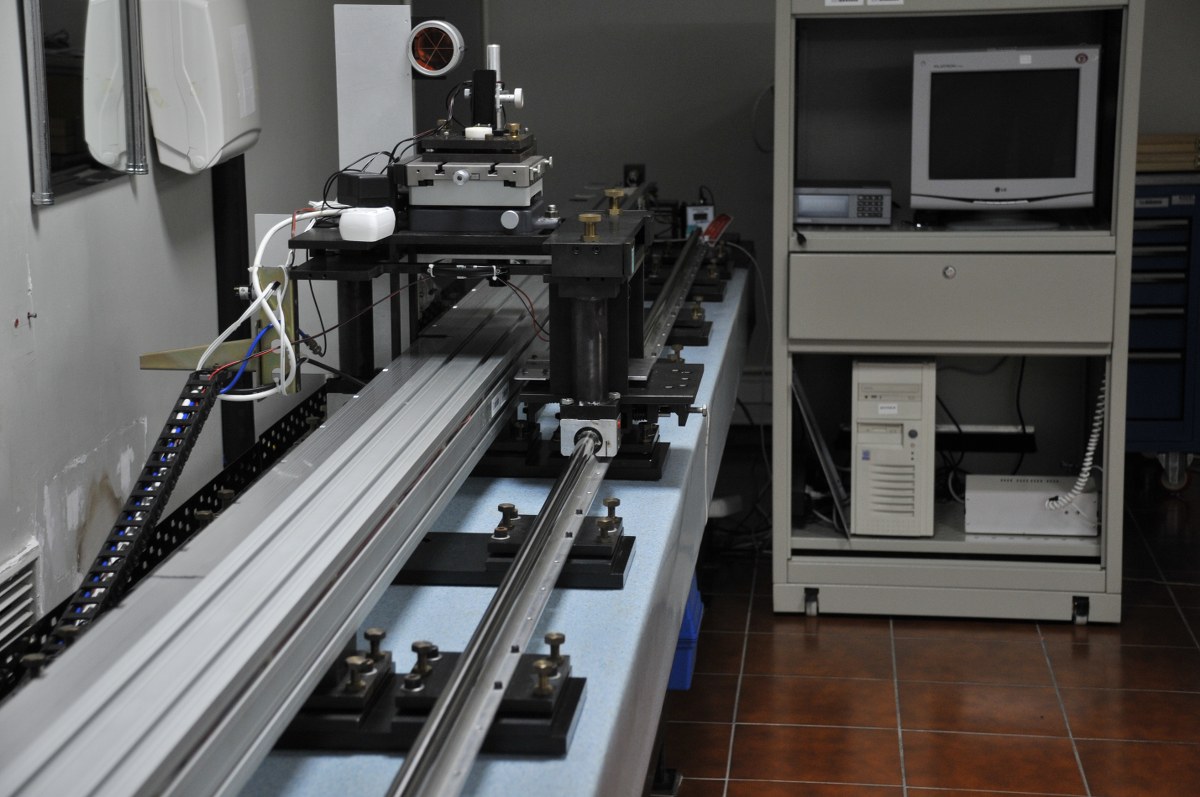
Çelik cetvel ve şerit metre kalibrasyonları için Boyutsal Laboratuvarları tarafından imal edilen 10m ölçme sistemi kullanılmaktadır. Hassas optik düzeçler, nivolar, teodolitler, teleskoplar, kollimatörler ve total station’lar gibi farklı model ve yapıdaki optik takımlama cihazları endüstriden, savunma sanayinden ve TSK’dan gelen taleplere göre kullanılarak, ölçüm problemlerine çözümler üretilmektedir. Optik ölçme ve düzeçleme, ölçüm alanlarında (Laboratuvar dışında) yapılabilmektedir.